
1. PREMIERS PAS
Félicitations pour votre achat de l'affûteuse de lames de scie circulaire ELITE modèle GBT 750.
Lisez ce guide avant de commencer.
La GBT 750 est une rectifieuse manuelle pour réparer ou fabriquer des lames de scies circulaires au carbure de ø100 à ø850 mm.
Il permet un meulage précis et rapide des flancs de dents pour fabriquer des lames de scies circulaires à pointe carbure ou pour le remplacement de pointes.
Ce manuel vous présente les principales fonctions du broyeur afin d'éviter les risques pour votre santé ou pouvant provoquer une panne ou une usure prématurée de la machine.
En cas de doute, veuillez nous contacter directement ou contacter l'un de nos distributeurs agréés.
Note informative : Le manuel d'utilisation de l'affûteuse de scie circulaire qui y est décrit peut présenter quelques variations d'utilisation car nos machines sont sujettes à d'éventuelles modifications de construction, en fonction de l'incorporation des avancées technologiques dans nos équipements d'affûtage.
2.SÉCURITÉ
2.1.Règles de sécurité
Observez et appliquez attentivement les règles de sécurité suivantes, le non-respect de ces règles peut provoquer des blessures ou des dommages à la machine elle-même.
L'installation et l'entretien de la machine décrite dans ce manuel doivent être effectués uniquement par des opérateurs familiarisés avec son fonctionnement et disposant de connaissances techniques suffisantes.
Les affûteuses ELITE de la gamme GBT 750 ont été conçues pour l'affûtage des flancs des scies circulaires à dents en carbure, à l'exclusion de tout autre type d'opération.

DANGER HIGH VOLTAGE
DANGER HAUTE TENSION

DANGER D'ACCIDENT

DANGER DÛ À LA PROJECTION D'ÉTINCELLES

PORTER DES CHAUSSURES DE PROTECTION

DANGER DES OUTILS TRANCHANTS

PORTER DES PROTECTEURS AUDITIFS
Ces avertissements n'incluent pas tous les risques possibles qu'une mauvaise utilisation de la machine pourrait entraîner. Pour cette raison, l'opérateur doit procéder avec prudence et en respectant les règles.
2.2.Utilisation et stockage du manuel d'instructions
Ce manuel d'instructions doit être lu et compris par tout le personnel qui entre en contact avec la machine.
Ce manuel est pour:
- Indiquer l'utilisation correcte de la machine selon le type de travail à effectuer.
- Fournir les instructions nécessaires pour le transport, le réglage et l'entretien de la machine.
- Faciliter la commande de pièces détachées et l'information sur les risques.
Limites d'utilisation du manuel:
La machine est destinée à un usage professionnel et, par conséquent, l'expérience de l'opérateur est requise et d'une importance vitale.
Importance et conservation du manuel:
Ce manuel doit être considéré comme faisant partie de la machine et doit donc y être attaché jusqu'à la fin de son utilisation.
Informations complémentaires et précisions:
L'utilisateur, le propriétaire ou la personne chargée de l'entretien peut contacter le fabricant pour demander toute information supplémentaire sur l'utilisation de la machine et les modalités possibles d'intervention d'entretien et de réparation.
Expiration de la responsabilité:
Le fabricant est considéré comme exonéré de toute responsabilité en cas de:
- Mauvaise utilisation de la machine
- Utilisation de la machine par des personnes non formées
- Défaillances graves dans la maintenance planifiée
- Interventions ou modifications non autorisées
- Utilisation de pièces de rechange non originales.
2.3.Déclaration de conformité
La société par la présente:
ELITE Sharpening Machines, SLU
Joan Oró, 27
ES-08635 Sant Esteve Sesrovires
déclare que le produit indiqué ci-dessous, de par sa conception et sa construction, ainsi que la version mise sur le marché par notre société, est conforme aux exigences fondamentales de santé et de sécurité obligatoires de la directive CE.
Cette déclaration perd sa validité en cas de modifications non autorisées du produit.
Nom du produit: ELITE GBT 750
Type de produit: Affûteuse de scies circulaires
Numéro de série.: __
Compétences de la directive CE:
- Directive CE sur les machines (2006/42/CE)
- Directive européenne sur la compatibilité électromagnétique (2014/30/UE)
- Les objectifs de protection de la directive CE basse tension (2006/95/CE) ont été remplis conformément à l'annexe I, nr. 1.5.1 de la directive machines 2006/42/CE
La documentation technique a été compilée par le représentant légal de la documentation:
Sergi Valls Gramunt
Joan Oró, 27
ES-08635 Sant Esteve Sesrovires
Date / fabricant - Signature: __
Données signataires: Sergi Valls Gramunt, gérant
3. DONNÉES TECHNIQUES
Dans le tableau d'information suivant, retrouvez la liste des caractéristiques techniques de la machine décrite dans ce manuel.
| DONNÉES TECHNIQUES | GBT 750 |
|---|---|
| Diamètre de la lame de scie | Du ø100 au ø850 mm. (4" à 33,5") |
| Diamètre du trou de la lame de scie | À partir de ø10 mm. (0,4") |
| Épaisseur du corps de la lame de scie | Jusqu'à 8 mm. (0,31") |
| Pas de dent | Toute étape est possible |
| MEULAGE DE FLANCS | |
| Visite d'affûtage | Jusqu'à 40 mm. (1,57") |
| Angle de détachement | De -15º à +30º |
| Angle de coupe radial | Jusqu'à +6º |
| Angle de coupe tangentiel | Jusqu'à +8º |
| ÉQUIPEMENT DE RÉFRIGÉRATION | Optionnel |
| Capacité du réservoir | 220 litres |
| Débit du liquide de refroidissement | Jusqu'à 40 litres/minute |
| DONNÉES TECHNIQUES | |
| Roue moteur | 0,75 kW |
| Vitesse des roues | 9000 tr/min |
| Diamètre de la meule | ø100mm. |
| Diamètre du trou de meule | ø20mm. |
| Dimensions des machines | 1570 x 1180 x 1780 mm. |
| Poids de la machine | 470 Kg. |
3.1 TECHNICAL REQUIREMENTS
Tension de connexion: 220-240 V 2Ph 50/60 Hz
Puissance de connexion requise: 1,5 kW
3.2 ÉQUIPEMENT INCLUS
- Porte-scie pour incisives de ø100 à 210 mm.
- Porte-scie pour disques de ø210 à 850 mm.
- Bague de centrage: ø30 mm.
- Support de meule pour affûter les meules
- Avancer le clou.
- Dispositif d'affûtage en série de diamètres égaux
- Préparé pour se connecter à votre système de filtration ELITE individuel modèle FILTRAmaq ou à votre système de filtration centralisé.
4.TRANSPORT
L'ELITE GBT 750 est livré emballé dans une caisse en bois.
Pendant tout transport et transfert, la machine doit être maintenue dans sa position verticale d'origine, toute variation de cette position peut entraîner la perte de la garantie.

| Modèle de machine | Dimensions (mm) | Poids (kg) |
|---|---|---|
| GBT750 | 1570 x 1180 x 1780 | 520 |
4.1.Instructions pour le déballage et la configuration
Soyez particulièrement prudent lors du levage de la charge: la charge peut ne pas être centrée!
Pour soulever ou déplacer la charge, utilisez un chariot élévateur doté de lames suffisamment longues pour supporter la machine, en tenant compte de la largeur et de la profondeur de la machine pour le calcul des poids à soulever.
Une fois l'emballage ouvert, retirez les butées de fixation des pieds de la machine

Avant de connecter la machine, retirez toute protection dont la machine pourrait disposer pour protéger les composants pendant le transport.
5.INSTALLATION
5.1.Placement des machines
Avant tout travail, assurez-vous que la machine est bien alignée et qu'elle n'oscille à aucune de ses extrémités, auquel cas elle doit être calée pour éviter tout mouvement. Pour son niveau correct, il est nécessaire d'utiliser un outil de nivellement. Ce contrôle doit être effectué tant longitudinalement que transversalement.
Un mauvais nivellement de la machine peut provoquer des vibrations indésirables et une usure prématurée des guidages linéaires.
N'oubliez pas: avant de connecter la machine, retirez toute protection que la machine pourrait avoir pour protéger les composants pendant le transport.
AVERTISSEMENT: La machine ne doit en aucun cas être utilisée par du personnel non qualifié ou non autorisé.
Pour le transport, le poignée de réglage de l'angle de la meule est livré démonté avec les vis vissées dans le trou de destination. Montez-le. 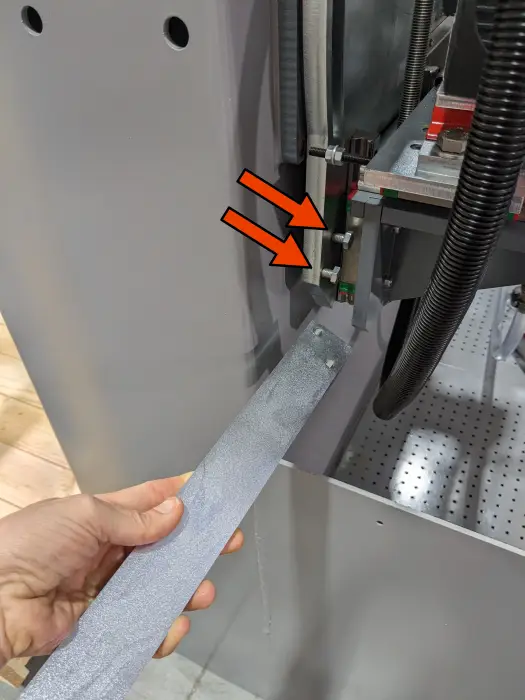
5.2.Raccordement électrique
DANGER HAUTE TENSION!
Le raccordement électrique de la machine doit être effectué par du personnel technique qualifié uniquement à la tension indiquée sur la commande de la machine/plaque d'identification de la machine.
Pour tout doute sur la tension, consulter le constructeur avant le branchement.
Toute réclamation pour une connexion incorrecte sera hors garantie.
5.3.Principaux composants de la machine
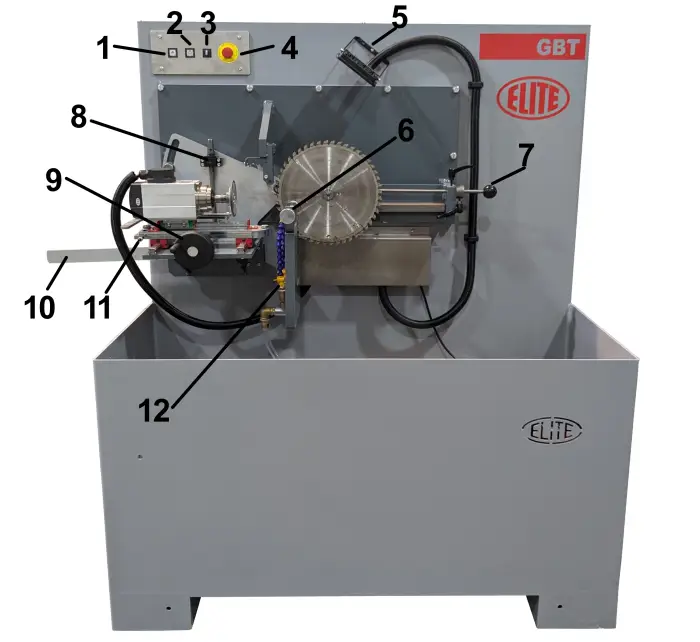
- Bouton marche/arrêt de la lumière LED
- Bouton marche/arrêt de la pompe à liquide de refroidissement.
- Bouton pour tourner la pierre abrasive à gauche ou à droite.
- Bouton d'arrêt d'urgence.
- Lampe lumineuse LED.
- Pince pour fixer la scie.
- Limiteur de scie réglable.
- Régulateur de hauteur de pierre/meulage
- Régulateur de charge de pierre/meulage et côté travail
- Poignée de réglage de l'angle de la pierre/meule
- Réglage de l'angle trapézoïdal.
- Robinet de réglage du débit de liquide de refroidissement
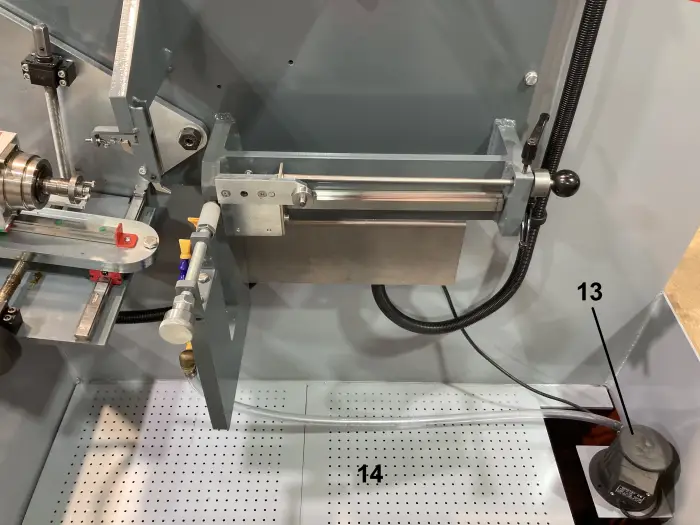
13.Pompe de refroidissement
14.Réservoir de liquide de refroidissement
15.Interrupteur marche/arrêt général de la machine
16.Panneau électrique
17.Plaque technique de la rectifieuse
6. DÉMARRAGE
Dans cette section, nous vous montrons comment utiliser l'ELITE GBT 750 afin de fonctionner.
REMARQUE: Les données qui apparaissent dans les différentes images sont à titre d'exemple, chaque type d'outil a ses données recommandées et un opérateur qualifié doit les connaître.
Arrêt d'urgence
C'est le bouton rond rouge. En cas de panne d'utilisation ou de création d'une situation dangereuse, il permet la déconnexion immédiate de la machine.
Ne doit pas être utilisé sauf si cela est strictement nécessaire.
Une fois utilisée, pour utiliser à nouveau la machine, vous devez la tirer pour revenir à la position initiale, un référencement et une configuration supplémentaires doivent être nécessaires.
AVERTISSEMENT: Cette commande ne doit en aucun cas être modifiée ou manipulée, cela met automatiquement l'opérateur et les personnes qui l'entourent en danger de blessures graves.
Opération d'affûtage
Pour démarrer le processus d'affûtage, vous devez d'abord vous assurer que le bouton d'arrêt d'urgence n'est pas activé.
DANGER: ne jamais manipuler les boutons du panneau de commande lors du changement de la meule abrasive : risque de blessures très graves. Il est fortement recommandé d'éteindre et de débrancher la machine du secteur lorsque vous travaillez à l'intérieur de la machine.
ATTENTION: avant de commencer à faire tourner la meule, assurez-vous qu'elle est bien fixée au support de meule où elle se trouve et que PERSONNE ne manipule dans la zone où elle tourne. LA ROUE NE DOIT EN AUCUN CAS ÊTRE DÉMARRÉE PENDANT QUE QUELQU'UN LA MANIPULE.
Configuration GBT 750

6.1.Préparation au processus d'affûtage
Dans cette section, nous vous montrons comment fonctionnent les boutons du panneau de commande ELITE GBT 750.
REMARQUE: Les données qui apparaissent dans les différentes images sont un exemple, chaque type d'outil a ses données recommandées et le professionnel de l'affûtage doit les connaître.
1 Arrêt d'urgence
Il s'agit du bouton rouge situé sur le côté droit du panneau de commande, dans le coin supérieur gauche de la machine. En cas de panne d'utilisation ou de création d'une situation dangereuse, il permet la déconnexion automatique de la machine.
Ne pas utiliser sauf en cas d'absolue nécessité.
ATTENTION: Cette commande ne doit en aucun cas être modifiée ou manipulée, cela expose automatiquement l'opérateur et les personnes qui l'entourent à des risques de blessures graves.
2 boutons marche/arrêt de lumière LED
Il s'agit du premier bouton du panneau de commande situé dans le coin supérieur gauche de la machine. Ce bouton nous permet d'allumer et/ou d'éteindre la lumière de la lampe dont est dotée la machine pour vérifier le résultat et la qualité du broyage pendant le processus de travail.
3 Bouton marche/arrêt de la pompe à liquide de refroidissement
Il s'agit du deuxième bouton du panneau de commande situé dans le coin supérieur gauche de la machine. Il nous permet d'activer la pompe de l'équipement frigorifique, démarrant ainsi le système de réfrigération de la machine.
4 Sélecteur de rotation pierre abrasive / meule d'affûtage
Il s'agit du troisième bouton du panneau de commande situé dans le coin supérieur gauche de la machine. Il permet d'activer la meule abrasive et permet de sélectionner le sens de rotation dans le sens horaire ou antihoraire.
REMARQUE IMPORTANTE: LE CÔTÉ DE LA PIERRE QUI AFFÛTE LE DISQUE DOIT TOUJOURS DESCENDRE VERS LE BAS pour réduire les vibrations du disque pendant le processus d'affûtage et éviter que le liquide de refroidissement ne remonte et éclabousse.
7. OPÉRATION DE TRAVAIL
Comment meuler les flancs des dents

7.1.Opération de meulage des flancs des scies
Pour démarrer le processus d'affûtage, assurez-vous que le bouton d'arrêt d'urgence n'est pas activé.
Préliminaires
Une fois la réparation d'une ou plusieurs dents en carbure de la scie circulaire ou le meulage complet effectué, il est nécessaire de meuler les côtés des dents, également appelé meulage de flanc.
En procédant à l'opération de meulage, l'opérateur doit s'assurer qu'une ou plusieurs dents de la scie sont tordues, sinon la scie brisera le bois. Cela peut être vérifié à l'aide d'un testeur placé sur le côté des disques. Avec cet instrument, nous mesurons toutes les dents pour savoir laquelle d’entre elles est mal alignée. Une fois ce contrôle effectué, les dents tordues doivent être marquées et introduites dans la rectifieuse de flancs, en les vérifiant pour les laisser toutes à la même hauteur ou mesure. C'est la procédure qui nous permet de résoudre ce problème.
Placement de la scie circulaire
Pour monter la lame de scie sur la rectifieuse, utilisez des bagues de réduction. Une fois l'anneau posé, le disque est fixé magnétiquement. Approchez la lame de scie jusqu'à l'extrémité la plus proche de la pierre abrasive et de manière à ce qu'elle touche le doigt d'alimentation de la scie.
Fixation de la scie circulaire
Une fois le disque bien placé sur la meuleuse, appuyez sur la poignée noire située sur le côté opposé au moteur de la meule/pierre pour vous assurer que le disque ne bouge pas pendant le processus de meulage.
A côté de la poignée mentionnée ci-dessus, se trouve un limiteur réglable dont la fonction est de réaliser des séries de disques de même diamètre pour qu'ils soient exactement les mêmes. Une fois le limiteur réglé, veillez à bien fixer la scie à l'aide de la voie noire mentionnée ci-dessus.
7.2.Opération de meulage des flancs des scies
Une fois la scie circulaire fixée, rapprochez la première dent de la scie du cliquet d'alimentation et pour terminer la mise en place de la scie circulaire, serrez la mâchoire située au bas de la scie circulaire.
Observation importante: Lorsque l'opérateur va configurer le sens de rotation de la pierre à aiguiser en utilisant le bouton qui permet une telle fonction (indiqué dans la section Composants principaux 5.3), il doit configurer le sens de rotation de pour que la pierre tourne. du haut vers le bas du disque pour éviter les éclaboussures de liquide de refroidissement. Pour plus de détails illustratifs, voir la vidéo de fonctionnement général du modèle ELITE GBT 750.
7.2.1 Ajuster l'angle des dents de la scie circulaire
A cet effet, la rectifieuse est équipée de 3 verniers, dont la fonctionnalité est décrite ci-dessous (indiquée dans la section Composants principaux 5.3):
1.- Vernier de degrés: permet de régler l'angle d'attaque du disque.
2.- Vernier vertical: permet de régler l'angle de coupe ou de dépouillement latéral du disque.
3.- Vernier horizontal permet de donner la forme trapézoïdale qu'ont les dents normales dans les scies circulaires ou trapèze inversé dans le cas des incisives.
Pour régler le vernier horizontal, l'opérateur doit utiliser une clé pour desserrer la vis située au-dessus du vernier et déplacer la tête de la quantité requise par le disque.
Observation supplémentaire : les lames de scie standard ont généralement un angle de 0,75º. Pour connaître l'angle exact de la scie circulaire à affûter, contactez le fabricant pour vous fournir les détails techniques de la lame de scie.
Tous les 5 tours et demi de l'écrou vernier horizontal nous donnent 1º de l'angle de scie.
Une fois la nuance requise définie, serrez le contre-écrou afin qu'il ne bouge pas pendant le processus de meulage. Répétez l'opération exactement avec l'autre côté du vernier et avec exactement les mêmes tours pour que l'affûtage soit proportionnel.
Nous réaliserons une partie du meulage du disque avec ce troisième vernier d'un côté et l'autre partie avec le vernier déplacé de l'autre côté.
7.2.2 Ajuster l'angle des dents de la scie circulaire
Si vous ne connaissez pas l'angle de la dent, il faudra placer sur le clou en plomb une dent bien affûtée ou, à défaut, une nouvelle scie circulaire dont la dent est bien affûtée, et la marquer avec un marqueur pour indiquez-le.
7.3.3 Meulage des dents de la scie circulaire
Ensuite, déplacez la meule jusqu'à ce qu'elle touche la dent sélectionnée jusqu'à ce que vous puissiez voir que la peinture a été éliminée proportionnellement.
Si seule la peinture a été enlevée de la partie supérieure de la dent, cela indiquera que nous avons besoin d’un angle d’enlèvement plus grand. Il faudra donc graduer cet angle à l'aide du vernier vertical décrit ci-dessus, jusqu'à constater que pratiquement toute la peinture marquée au feutre a été enlevée. Procéder à l'opération de meulage sur chacune des dents de la lame de scie.
Une fois que vous avez fini de meuler une dent, desserrez la lame de scie à l'aide de la mâchoire située au bas de la lame pour déplacer la lame jusqu'à ce que la dent suivante soit placée sur le doigt d'entraînement. Avant de meuler la nouvelle dent, comme pour la dent précédente, fermez la mâchoire pour fixer la lame de scie dans le support.
Procédez à cette opération pour toutes les dents. Une fois l'une des faces terminée, à l'aide du volant manuel situé sous le moteur de la meule, déplacez la pierre de l'autre côté.
À ce stade, vous devrez penser à sélectionner l’angle vers l’autre côté. Pour cela, procédez comme précédemment pour régler l'angle du premier côté afin que l'écrou atteigne la butée arrière.
Ensuite, déplacez le cliquet d'alimentation de l'autre côté de la scie circulaire. Ceci est possible car la griffe d'alimentation est mobile. Si elle se déplace vers l'intérieur, elle meulera la face externe de la scie circulaire et si elle se déplace vers l'extérieur, elle meulera la face interne.
Une fois l'angle ajusté de l'autre côté de la scie circulaire, fixez la scie à l'aide de la pince et répétez le processus décrit ci-dessus, jusqu'à ce que toutes les dents de la scie soient meulées.
ATTENTION: avant de démarrer la meule, assurez-vous qu'elle est bien fixée à l'axe où elle se trouve et que PERSONNE ne la manipule dans la zone où elle tourne. LA MEULE NE PEUT EN AUCUN CAS ÊTRE DÉMARRÉE PENDANT QUE QUELQU'UN LA MANIPULE.
DANGER: ne jamais manipuler les boutons du panneau de commande lors du changement de meule, risque de blessures très graves.
8.ENTRETIEN
8.1.Maintenance préventive
L'entretien des rectifieuses ELITE modèle GBT 870 est très simple mais en même temps important.
Il se compose des éléments suivants:
- Nettoyer et graisser les parties polies, au cas où la machine ne serait pas utilisée pendant plusieurs jours, pour éviter l'oxydation.
- Vérifiez le niveau de liquide de refroidissement dans le réservoir de liquide de refroidissement. Vous pouvez utiliser pour remplir le liquide de refroidissement l'ELITE SintoCut PRO MIX. Le liquide de refroidissement doit être mélangé à de l'eau entre 2 et 8 %. Un niveau inférieur peut entraîner une oxydation des pièces mécaniques et si le niveau est plus élevé, cela peut être toxique. - Mensuel.
- Les boues et saletés déposées tant dans la zone de travail que dans le réservoir de liquide de refroidissement doivent être vidées - Chaque semaine.
- Garder la machine propre et en bon état permettra une utilisation optimale à long terme.
Utilisez l'équipement uniquement dans des environnements secs. La température doit être comprise entre 5 et 40ºC. Une humidité relative supérieure à 90 %, ainsi qu'un environnement salin, provoqueraient une corrosion prématurée de la machine.
Pour lubrifier le circuit pneumatique, nous recommandons d'utiliser l'huile Esso Spinesso
9.ACCESSOIRES ET CONSOMMABLES
9.1.Meules
Pour la meule utiliser la réf. n° 2310-A. 1A1 D107 C75 ø100x4x5x10xø20 mm.
9.2.Agents de refroidissement
Nous recommandons d'utiliser ELITE SintoCut PRO MIX ou équivalent pour mélanger avec une émulsion d'eau. Si vous préférez moudre avec de l'huile, vous pouvez utiliser notre SintoCut PRO MD. Les deux liquides de refroidissement sont disponibles en bidon de 20 litres ou en fût de 200 litres.
9.3.Équipement
Équipement supplémentaire de la machine.
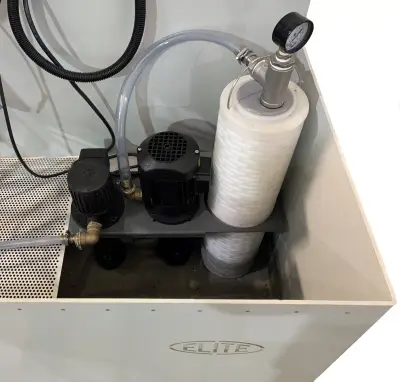
9.3.1.Systèmes de filtrage
La machine peut être équipée de l’un des systèmes de filtrage ELITE suivants. Si votre machine dispose déjà d'un de ces systèmes et que vous avez besoin d'informations ou d'aide, veuillez vous référer au manuel du système de filtrage.
9.3.1.1.FILTRAmaq UNO
Système de filtrage intégré à la machine pour gagner de la place.
9.3.1.2.FILTRAmaq SOLO
Système de filtrage indépendant pour une machine.

9.3.1.3.FILTRAmaq PRO
Système de filtrage centralisé pour jusqu'à 5 machines.

10.GARANTIE
Toutes nos machines sont testées avant d'être expédiées. Cependant, il peut toujours y avoir des défauts qui ne sont pas visibles à première vue.
Nos machines sont garanties contre tout défaut de fabrication ou de matière dans des conditions normales d'utilisation et d'entretien.
La durée de cette garantie est de 12 mois à compter de la date d'achat et comprend le remplacement du matériel défectueux.
La garantie sera automatiquement annulée en cas de modification extérieure à notre société. Ou en cas manifeste de mauvaise utilisation de la machine.
La garantie ne couvre pas les pièces soumises à l'usure normale due à l'usage telles que patins, cartouche de lubrification, abrasifs, etc.
11.PROBLEMES ET SOLUTIONS
En cas de problème, lisez cette section. Les problèmes peuvent être résolus en agissant sur différentes valeurs:
- Mouvement excessivement dur du moteur de la meule.
Solution: Vérifiez l'état des roulements du moteur, ils devront peut-être être remplacés.
- Vibration excessive de la meule.
Solution : Vérifiez que la meule et le support de meule sont correctement fixés au moteur.
REMARQUE: Il est très important que lorsqu'une nouvelle meule est montée, elle soit équilibrée.
- Corrosion sur la machine ou les outils affûtés.
Solution: Vérifiez le niveau du liquide de refroidissement dans le liquide de refroidissement. Vérifiez également que l’eau utilisée n’est pas trop dure.
12. TÉLÉCHARGER LE MANUEL
13.FAQ
Question nr1
Répondez non. 1