
1. PRIMEROS PASOS
Felicitaciones por su compra de la soldadora ELITE SOLDAmaq 1200 para hojas de sierra circular con punta de carburo.
Lea esta guía antes de comenzar.
ELITE SOLDAmaq 1200 está especialmente diseñada para soldar y desoldar los dientes de hojas de sierra circulares con punta de carburo. Para la reparación de hojas de sierra circular con punta de carburo
Puede ver el catálogo del producto en el siguiente enlace: ELITE modelo SOLDAmaq 1200
Este manual le introduce en las principales funciones de la soldadora con el fin de evitar riesgos para su salud o que puedan provocar una avería o desgaste prematuro de la máquina.
En caso de cualquier duda, por favor póngase en contacto con nosotros directamente o con uno de nuestros distribuidores autorizados.
Nota Informativa: El uso descrito en el manual de esta soldadora puede presentar algunas variaciones de uso ya que nuestra maquinaria está sujeta a posibles modificaciones constructivas, dependiendo de la incorporación de avances tecnológicos en nuestros equipos de soldadura.
2. SEGURIDAD
2.1.Normas de seguridad
Observe y aplique cuidadosamente las siguientes reglas de seguridad. El incumplimiento de estas reglas puede causar lesiones personales o daños a la máquina misma.
La instalación y el mantenimiento de la máquina descrita en este manual deben ser realizados únicamente por operadores que estén familiarizados con su funcionamiento y tengan suficientes conocimientos técnicos.
La soldadora ELITE SOLDAmaq 1200 ha sido diseñada para la reparación de sierras circulares, excluyendo cualquier otro tipo de operación.

PELIGRO ALTO VOLTAJE

PELIGRO DE ACCIDENTE

PELIGRO POR PROYECCIÓN DE CHISPA

USE CALZADO PROTECTOR

PELIGRO POR HERRAMIENTAS AFILADAS

UTILIZAR PROTECTORES AUDITIVOS
Estas advertencias no incluyen todos los posibles riesgos que podría provocar un uso inadecuado de la máquina. Por este motivo, el operador deberá proceder con prudencia y respetando las normas.
2.2.Uso y conservación del manual de instrucciones
Este manual de instrucciones debe ser leído y comprendido por todo el personal que entre en contacto con la máquina.
Este manual es para:
- Indicar el uso correcto de la máquina según el tipo de trabajo a realizar.
- Proporcionar las instrucciones necesarias para el transporte, ajuste y mantenimiento de la máquina.
- Facilitar el pedido de repuestos e información de riesgos.
Límites de uso del manual:
La máquina está destinada a un uso profesional y por tanto la experiencia del operador es necesaria y de vital importancia.
Importancia y conservación del manual:
Este manual debe considerarse parte de la máquina y por tanto debe permanecer adjunto a ella hasta el final de su uso.
Información adicional y aclaraciones:
El usuario, propietario o encargado del mantenimiento puede ponerse en contacto con el fabricante para solicitar cualquier información adicional sobre el uso de la máquina y las posibles modalidades de intervención de mantenimiento y reparación.
Caducidad de la responsabilidad:
El fabricante se considera exento de cualquier responsabilidad en caso de:
- Uso inadecuado de la máquina
- Uso de la máquina por personas no capacitadas
- Fallas graves en el mantenimiento programado.
- Intervenciones o modificaciones no autorizadas
- Uso de repuestos no originales.
2.3.Declaración de conformidad
La empresa por la presente:
Elite Machines, SLU Joan Oró, 27
08635 Sant Esteve Sesrovires, España
declara que el producto que se indica a continuación, en base a su concepción y construcción, así como la versión puesta en el mercado por nuestra empresa, cumple con los requisitos básicos de seguridad y salud obligatorios de la directiva CE.
Esta declaración pierde su validez en caso de modificaciones no autorizadas del producto.
Nombre del producto: ELITE SOLDAmaq 1200
Tipo de producto: Máquina soldadora para hojas de sierra circular con puntas de carburo.
Número de serie.: __
Competencias directivas CE:
- Directiva para maquinaria CE (2006/42/CE)
- Directiva europea sobre compatibilidad electromagnética (2014/30/UE)
- Los fines de protección de la directiva de baja tensión CE (2006/95/CE) se cumplieron de acuerdo con el anexo I, nr. 1.5.1 de la directiva de máquinas 2006/42/CE
La documentación técnica fue compilada por Representante legal de la documentación:
Sergi Valls Gramunt
Joan Oró, 27
08635 Sant Esteve Sesrovires, España
Fecha / fabricante - Firma: __
Datos del firmante: Sergi Valls Gramunt, gerente
3.DATOS TÉCNICOS
En la siguiente tabla informativa encontrará el listado de especificaciones técnicas de los soldadores descritos en este manual.
| DATOS TÉCNICOS | SOLDAmaq 1200 |
|---|---|
| Diámetro de la hoja de sierra | De 150 a 1200 mm (5,9" a 47") |
| Agujero de la hoja de sierra | De 20 a 130 mm (0,78" a 5,11") |
| Ángulo de soldadura fuerte | De -20 a +25º |
| Potencia instalada | 4 kilovatios |
| VERSIONES DISPONIBLES | ||
|---|---|---|
| Modelo | Tamaño | Peso |
| SOLDAmaq 1200 1200 | 930x700x1300mm. | 105 kilos. |
4. TRANSPORTE
La ELITE SOLDAmaq 1200 se entrega embalada en una caja de madera.
Durante todo transporte y traslado, la máquina deberá mantenerse en su posición vertical original, cualquier variación en esta posición podrá conllevar la pérdida de la garantía.
| Model | Packing Size | Gross weight |
|---|---|---|
| SOLDAmaq 1200 | 1000 x 800 x 1700 mm. | 135 Kg. |
4.1.Instrucciones de desembalaje y montaje
Tenga especial cuidado al levantar la carga: ¡la carga puede no estar centrada!
Para levantar o mover la carga, utilice un montacargas con palas lo suficientemente largas como para soportar la máquina, teniendo en cuenta el ancho y la profundidad de la máquina para el cálculo de los pesos a levantar.
Para desembalar, retire el panel frontal y los bloqueos de madera o los tornillos de fijación de la base de la máquina. 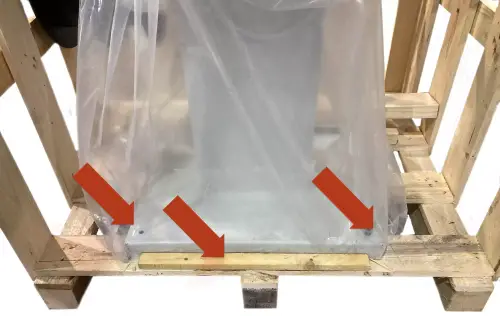
Una vez trasladada la máquina a su destino final de trabajo, deberá fijar la máquina al suelo mediante los 4 tornillos colocados en el soporte base de la máquina. Si no se hace esto, existe un alto riesgo de que la máquina se caiga y de causar lesiones graves al personal y a la propia máquina.
Una vez que la máquina esté en su ubicación definitiva, también se puede retirar la película protectora y otras protecciones de los componentes, que aseguran e impiden que la máquina se mueva.
5.INSTALACIÓN
5.1.Colocación de la máquina
Antes de cualquier trabajo asegurarse de que la máquina esté bien alineada y no oscile en ninguno de sus extremos, en cuyo caso deberá estar calzada para evitar movimientos. Para su correcta nivelación es necesario utilizar una herramienta niveladora. Este control deberá realizarse tanto en sentido longitudinal como transversal.
Una mala nivelación de la máquina puede provocar vibraciones no deseadas y desgaste prematuro de las guías lineales.
ATENCIÓN: La máquina no debe ser utilizada bajo ningún concepto por personal no cualificado o no autorizado.
5.2.Conexión eléctrica
¡PELIGRO ALTO VOLTAJE!
Las máquinas de soldar SOLDAmaq deben estar estrictamente conectadas a la tensión indicada en el pedido de la máquina y en la propia máquina. La conexión a una tensión distinta a la indicada puede provocar una avería en la máquina y representa un riesgo para las personas que la utilizan.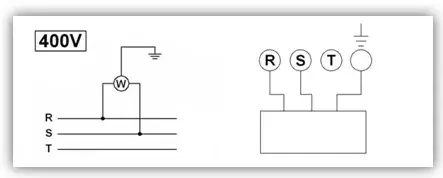
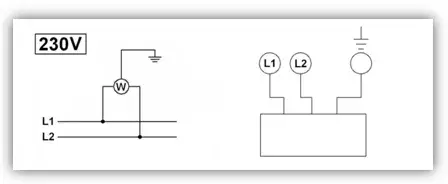
Para su conexión a la red eléctrica, la máquina requiere únicamente de dos fases y la conexión a tierra.
Esta instalación debe ser realizada por personal técnico cualificado y comprobada con un voltímetro antes de encender la máquina.
Es absolutamente imprescindible que la sección del cable de conexión sea la requerida, que la máquina disponga de una toma específica protegida contra sobrecargas y que esté lo más cerca posible de la toma.
En caso de una sección inadecuada del cable, no llegará suficiente corriente a la máquina en el momento de la soldadura, provocando una soldadura defectuosa y extremadamente frágil. Este es uno de los puntos más importantes ya que un número muy elevado de posibles problemas de soldadura se deben a este problema.
ELITE Sharpening Machines, rechaza toda responsabilidad por una mala conexión, que además de provocar un mal funcionamiento de la máquina puede dañar a personas, animales, objetos materiales.
Recuerde: Antes de conectar la máquina, retire las protecciones que pueda tener la máquina para proteger los componentes durante el transporte.
5.3.Componentes principales de la máquina
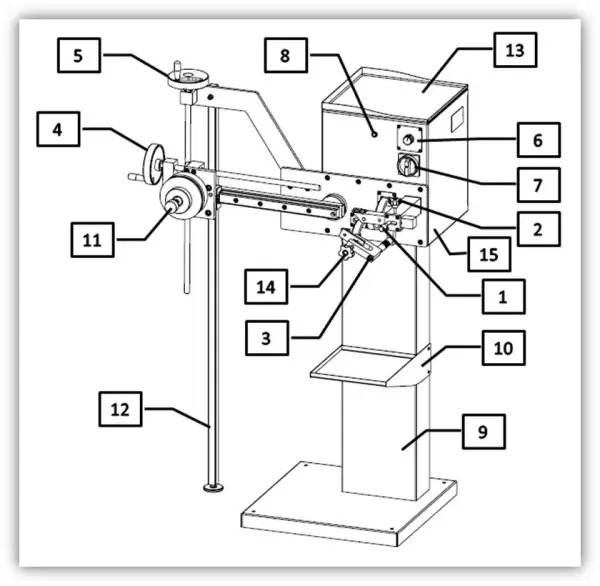
1 Manivela para posicionar y ajustar la placa.
2 Manivela para fijar la placa.
3 Tornillo de ajuste de la posición de cierre
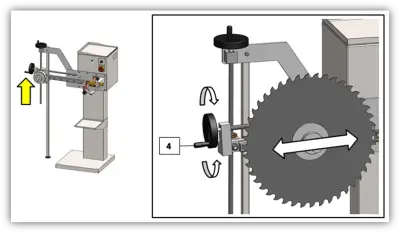
4 Volante para el ajuste del diámetro de la sierra
5 Volante para ajuste del ángulo de la sierra
6 Potenciómetro para la activación y ajuste de la intensidad de corriente.
7 Interruptor principal
8 Luz indicadora de máquina en marcha
9 Base de la máquina
10 Bandeja de recolección de pastillas de carburo
11 Porta sierra
12 Soporte de refuerzo del porta sierra
13 Bandeja superior
14 Mordaza
15 Cuadro eléctrico
6.PUESTA EN MARCHA
En esta sección te mostramos cómo operar la ELITE SOLDAmaq 1200 para que funcione.
NOTA: Los datos que aparecen en las diferentes imágenes son a modo de ejemplo, cada tipo de herramienta tiene sus datos recomendados y un operador experto debe conocerlos.
PELIGRO: nunca manipule los botones del panel de control mientras realiza el mantenimiento de la máquina: peligro de lesiones muy graves. Se recomienda encarecidamente apagar y desconectar la máquina de la red eléctrica cuando se trabaje en su interior.
6.1. Encendido de la máquina
La soldadora SOLDAmaq 1200 ha sido diseñada para soldar hojas de sierra circular con puntas de carburo con las dimensiones máximas descritas anteriormente en las características técnicas.
La máquina está construida a partir de piezas soldadas y mecanizadas.
Una vez conectada la máquina a la red se puede poner en marcha. Primero asegúrese de que el potenciómetro 6 esté desconectado.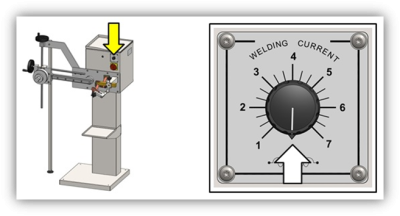
Para poner en marcha la soldadora, gire el interruptor principal en el sentido de las agujas del reloj.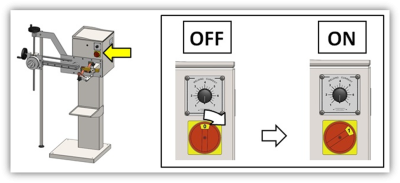
Asegúrese de que la máquina esté funcionando comprobando que la luz de inicio esté encendida.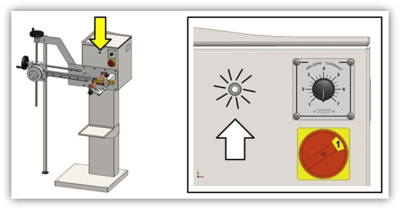
6.2. Configuración

7.OPERACIÓN DE TRABAJO

7.1.Ajuste de soldadura
La máquina calienta el diente usando corriente hasta que el fundente usado para unir la placa de carburo al cuerpo se derrite. También se puede utilizar para puntas presoldadas (por ejemplo, aquellas recubiertas con una aleación fundida de bajo punto de fusión) o una tira de aleación metálica triple, que se colocará entre la punta de carburo y el cuerpo de la sierra.
Según experiencias anteriores, las placas presoldadas son definitivamente las más prácticas.
7.1.1. Preparando el brazo para soldar placas
Primero, prepárese para permitir localizar el cuerpo de la sierra.
Gire la leva para alejar el soporte de la sierra de la posición donde se encuentra la placa de carburo.
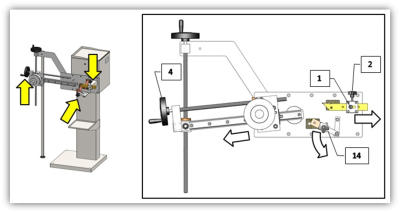
Afloje la leva 2 y mueva el soporte de la placa hacia atrás mediante la leva 1.
Gire el bloqueo 14 en el sentido contrario a las agujas del reloj para que no impida la introducción de la sierra.
Una vez ajustada la máquina introduzca la sierra a la que quiera soldar la placa de carburo con el soporte más adecuado.
7.1.2. Colocar la sierra sobre el soporte
Para posicionar el diente de la sierra tenemos que proceder de la siguiente manera. El tipo de sujeción depende del diámetro del orificio interior de la hoja que se va a instalar. Para cuchillas con agujero superior a Ø130 mm solicitar soportes especiales que no vienen con la máquina.
Según el tipo de soporte a utilizar introducir el pivote adecuado en el carro.
7.1.2.1 Sierras con agujero de Ø 20mm aØ55mm
En estos casos utilice el portacuchillas pequeño. Luego, inserte el pivote adecuado I en la unidad del carro. Son posibles dos posiciones, es decir, J y K. Elija la posición J para palas más grandes (ØE>300mm) y la posición K para palas más pequeñas (ØE<300mm). Atornille el pivote y bloquee usando la tuerca.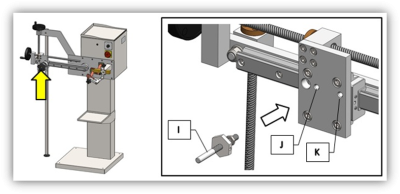
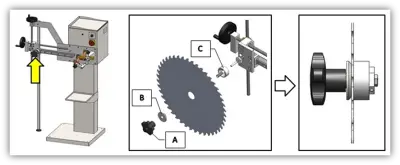
Desenrosque la perilla de estrella A (Figura 9) del portacuchillas. Inserte la hoja circular en la unidad de sujeción de la hoja entre los dos soportes B y C y apriete la perilla de estrella A. Inserte la hoja con las puntas de los dientes orientadas en sentido antihorario. Luego inserte la unidad en el pivote I.
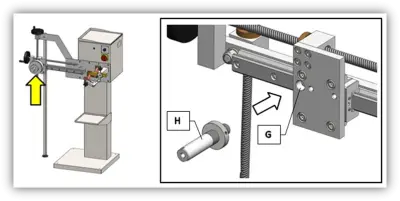
7.1.2.2 Sierras con agujero de Ø 55mm aØ130mm
En estos casos utilice el portacuchillas grande e inserte el pivote adecuado H en el carro en posición G.
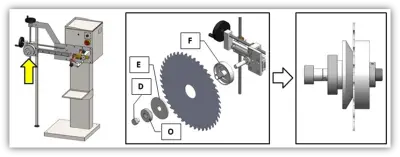
Retire el tapón de seguridad D. Desenrosque la tuerca anular del portacuchillas O. Inserte la cuchilla circular en el portacuchillas entre los dos soportes E y F y apriete la tuerca anular O. Luego inserte la unidad en el pivote H y vuelva a insertar el tapón de seguridad D. Inserte la hoja con las puntas de los dientes orientadas en el sentido de las agujas del reloj.
7.1.3 Ajustes
Ajuste la posición de la hoja para acercar el diente al soporte del inserto. La hendidura del diente destinada a alojar el inserto se colocará de manera que coincida perfectamente con el inserto durante la fase de soldadura. Para ajustar la posición de la hoja, centre la hoja con el diente y ajuste el ángulo de la hoja, proceda de la siguiente manera.
7.1.3.1 Insertar ajuste de descanso
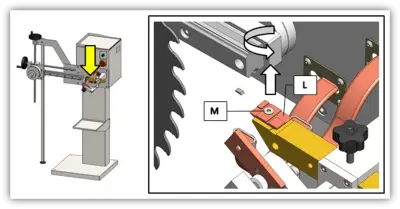
El soporte del inserto L deberá disponerse en una posición adecuada según las dimensiones del inserto a soldar a la pala.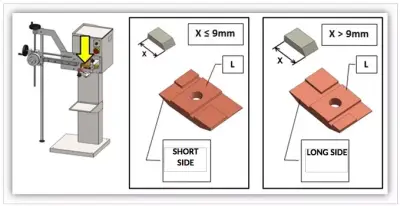
Para liberar el soporte de inserción L y permitir su posicionamiento, retirar el tornillo M. Una vez liberada la placa, gírela hacia el lado deseado. Luego, vuelva a colocar el soporte del inserto L y bloquéelo con el tornillo M que retiró anteriormente.
7.1.3.2. Ajuste de la posición de la hoja
Para ajustar la posición de la hoja en relación con el soporte del inserto, primero mueva el soporte del inserto hasta el punto donde se soldará el inserto. Para ello, afloje el pomo de estrella de bloqueo 2 y mueva el soporte del inserto utilizando el pomo 1 como indica la flecha en la siguiente figura. Luego vuelva a bloquear el resto usando la perilla de estrella 2.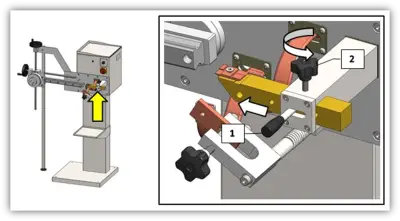
Ahora coloque uno de los insertos a soldar a la cuchilla sobre el soporte del inserto como se indica en la siguiente figura. Alinear siempre los insertos con los lados de apoyo (siguiente figura) para que la posición de soldadura sea siempre la misma. El inserto se orientará sobre el resto en la misma dirección que una vez soldado a la pala.
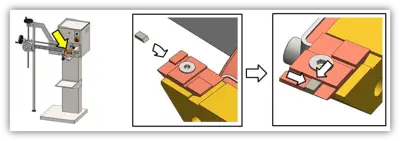
Ajuste la posición de la hoja en relación con el soporte del inserto utilizando el volante 4 . Gire el volante 4 en el sentido de las agujas del reloj para alejar la hoja del soporte del inserto y gírelo en el sentido contrario a las agujas del reloj para acercarla. Ajuste la posición de la hoja de modo que la muesca del diente de la hoja quede cerca del inserto del resto.
Ajuste la posición de la hoja de modo que la muesca adecuada en el diente de la hoja esté cerca del inserto ubicado en el resto.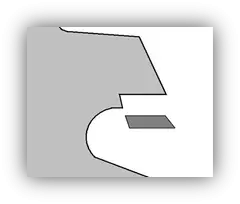
Una vez que se hayan realizado los ajustes, la muesca del diente en la hoja destinada a alojar el inserto deberá coincidir con el inserto como se indica en la siguiente figura. Ahora sólo le queda centrar la hoja con el inserto.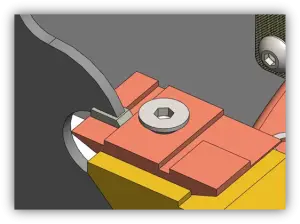
7.1.3.3. Centrado del inserto de sierra
Una vez colocada la hoja, céntrela con respecto al inserto.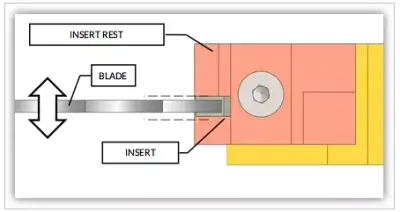
Para centrar la hoja con respecto al inserto, utilice la tuerca anular N del portacuchillas pequeño. Para ello, retire el portacuchillas junto con la cuchilla y ajuste la virola de forma que, una vez colocado el portacuchillas, la cuchilla quede perfectamente centrada respecto al inserto.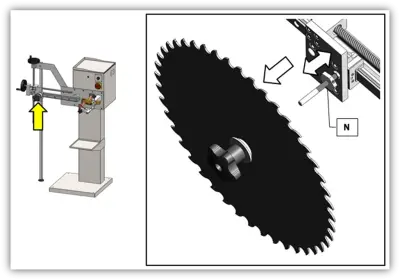
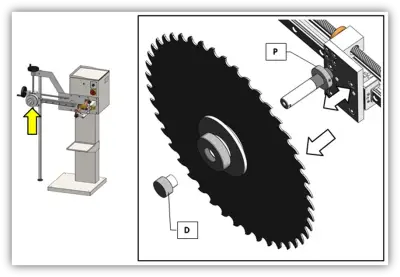
Por el contrario, para ajustar el portacuchillas grande utilice la tuerca anular P. Primero, retire el tapón de seguridad D para permitir la extracción del portacuchillas y la cuchilla juntos. Regule la virola de manera que, una vez el soporte vuelva a su lugar, la hoja quede perfectamente centrada con respecto al inserto.
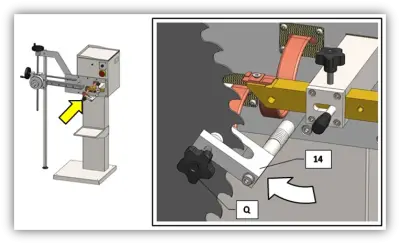
7.1.4 Posicionamiento y ajuste de la abrazadera
7.1.4.1. Posicionamiento de la abrazadera
Afloje la perilla de estrella Q de la abrazadera 14 para permitir que la hoja entre en la cavidad de la abrazadera. Luego gire la abrazadera 14 como se muestra en la siguiente imagen.
7.1.4.2. Ajuste de abrazadera
Una vez posicionada la abrazadera se puede proceder a su ajuste. Coloque la placa de cobre S contra la superficie de la hoja mediante el tornillo R. Para bloquear la hoja en la abrazadera, simplemente apriete la perilla de estrella Q de modo que el tapón de nailon T quede presionado contra la hoja. Coloque la almeja de manera que permita que la hoja gire libremente una vez que la perilla de estrella Q esté suelta.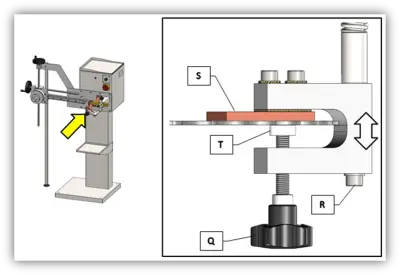
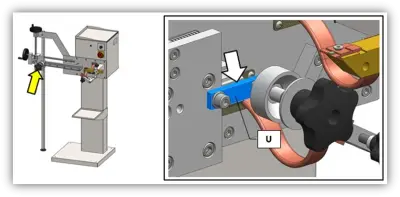
7.1.5 Uso de la extensión para palas pequeñas
Si las láminas a soldar son muy pequeñas, es necesario utilizar la extensión Q que se ensamblará en el carro como se muestra en la imagen de la izquierda.
7.1.6 Preparación de la sierra
Si la hoja de la sierra sobre la que se van a soldar los insertos no es nueva pero hay que repararla, antes de soldar los insertos limar la muesca del diente de la cuchilla para eliminar posibles residuos de soldaduras anteriores.
7.2 Soldadura de inserción
Una vez ajustada la máquina como se indica en el apartado 7.1 se puede proceder a la soldadura del inserto.
Una vez que se hayan realizado los ajustes, la muesca del diente en la hoja de la sierra destinada a alojar el inserto deberá coincidir con el inserto.
Para soldar los insertos proceder como se indica a continuación.
❶ Después de aflojar la perilla de estrella 2, empuje el soporte del inserto hacia afuera de la hoja usando la perilla 1. Luego bloquee usando la perilla de estrella 2.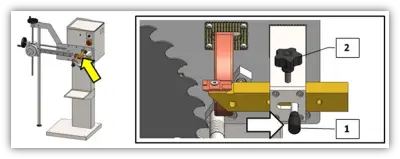
❷ Coloque el inserto a soldar a la hoja sobre el soporte del inserto. Alinee siempre los insertos con los lados de la placa (indicados por las flechas en la siguiente figura) para que la posición de soldadura sea siempre la misma.
El inserto se orientará sobre el resto en la misma dirección que una vez soldado a la pala.
❸ Si utiliza insertos presoldados, vaya al punto ❹. En caso contrario, será necesario aplicar una gota de desoxidante y una capa de aleación de soldadura (esta aleación se suele vender en forma de lámina, con las mismas dimensiones que los insertos a soldar).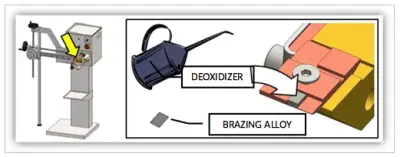
❹ Gire la hoja para que el diente sobre el que se va a soldar el inserto descanse sobre el inserto.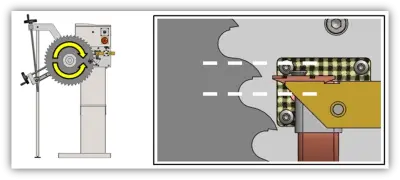
❺ Después de aflojar la perilla de estrella 2, empuje el soporte del inserto hacia la hoja mediante la perilla 1. Luego bloquee usando la perilla de estrella 2.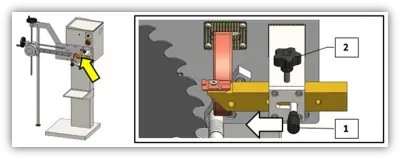
❻ Ahora gire la hoja en el sentido de las agujas del reloj para que la muesca del diente de la hoja y el inserto del resto coincidan. Una vez que el diente y el inserto estén en contacto entre sí, mantenga la hoja girada contra el inserto.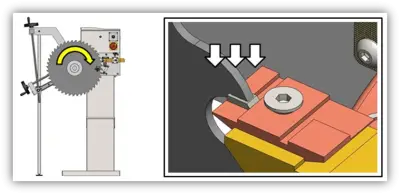
❼ Apriete la abrazadera usando la perilla de estrella Q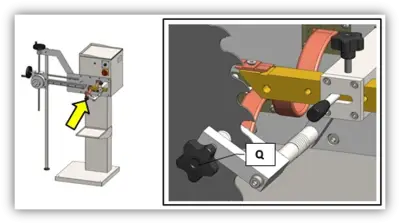
❽ Mantenga el diente de la cuchilla bien presionado contra el inserto y gire gradualmente el potenciómetro 6 hasta la corriente de soldadura adecuada (ver Tabla 1 Capítulo 9).
Cuando la aleación de soldadura se funde, significa que el inserto ha sido soldado. Ahora ponga el potenciómetro 6 en cero. Ahora puedes proceder a soldar otros dientes.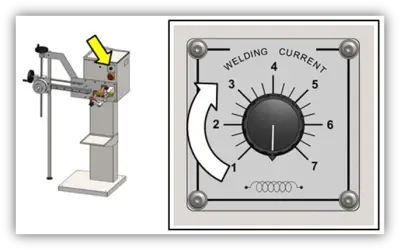
7.3. Eliminación de inserciones dañadas.
Una vez ajustada la máquina como se indica en el apartado 7.1, se podrá proceder a la retirada de los insertos dañados.
❶ Después de aflojar la perilla de estrella 2, empuje el soporte del inserto hacia afuera de la hoja usando la perilla 1. Luego bloquee usando la perilla de estrella 2.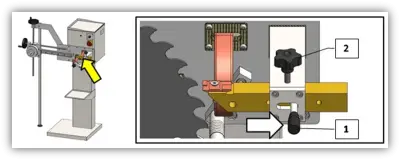
❷ Gire la hoja para que el diente del que se va a retirar el inserto quede sobre el soporte del inserto.
❸ Después de aflojar la perilla de estrella 2, empuje el soporte del inserto hacia la hoja usando la perilla 1. Luego bloquee usando la perilla de estrella 2.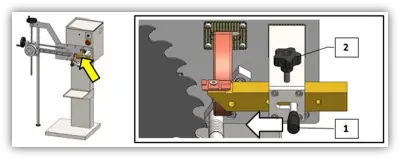
❹ Ahora gire la hoja en el sentido de las agujas del reloj para empujar el inserto contra el resto. Una vez que el diente y el inserto estén en contacto entre sí, mantenga la hoja girada contra el soporte del inserto.
❺ Apriete la abrazadera usando la perilla de estrella Q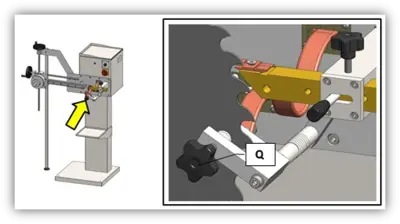
❻ Mantenga bien presionado el diente de la cuchilla contra el inserto del resto y gire progresivamente el potenciómetro 6.
Cuando la aleación de soldadura se derrita, golpee el inserto con un instrumento romo para separarlo del diente. Ahora gire el potenciómetro 6 a la posición "OFF" (coloque el indicador hacia abajo). Ahora puede proceder a retirar otros insertos, si es necesario.
7.4. Tabla de características operativas.
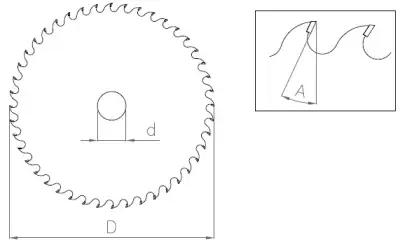
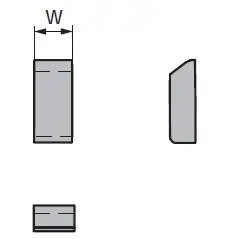
| Diámetro interior d (mm) | Diámetro exterior D (mm) | Ángulo de soldadura fuerte A (º) | Ancho de diente W (mm) |
|---|---|---|---|
| Desde Ø20 hasta ø130 mm. | Desde ø150 hasta ø1200 mm. | De -20º a +25º | De 2 a 6 mm. |
7.5. Servicio de asistencia técnica
En ELITE intentamos satisfacer a nuestros clientes a través de productos fiables y fáciles de usar. No obstante, si experimenta alguna incidencia durante el uso de la máquina, no dude en ponerse en contacto con nosotros lo antes posible directamente o a través de nuestros distribuidores autorizados, quienes le atenderán, si están disponibles en su país, con mayor cercanía y profesionalidad.
Deseamos que disfrutes de este producto durante muchos años, por favor: cuando finalice la vida útil del soldador, deposítelo correctamente a los organismos necesarios para su correcto desecho y reciclaje.
8.MANTENIMIENTO
8.1.Mantenimiento preventivo
El mantenimiento de las soldadoras SOLDAmaq 1200 es muy sencillo. Consta de lo siguiente:
Limpiar los electrodos cada vez después de soldar, ya sea con aire comprimido o con un paño. Sólo deben pasarlo ligeramente, sin ningún aditivo limpiador.
Esto alargará mucho la vida útil de los electrodos debido al desgaste por rozamiento con los restos de soldadura.
Verificar que el voltaje de entrada de soldadura sea correcto y no presente oscilaciones.
En caso de daños, reemplace las piezas dañadas por otras nuevas.
| COMPROBACIONES PERIÓDICAS | ||
|---|---|---|
| TIPO DE CHEQUE | ACCIÓN | CUÁNDO |
| Insertar resto limpieza | Limpie cuidadosamente las superficies de apoyo del inserto con un paño áspero o una esponja abrasiva | Antes de cada soldadura |
| Limpieza de contactos | Limpiar periódicamente los contactos eléctricos (terminales, trenzas, etc.) | Cuando la superficie de contacto está especialmente sucia |
| Inserte el resto de reemplazo | Después de un uso prolongado, reemplace el soporte del inserto | Después de varias soldaduras |
Utilice el equipo sólo en ambientes secos. La temperatura debe estar entre 5 y 40ºC. Una humedad relativa superior al 90%, así como un ambiente salino, provocarían una corrosión prematura de la máquina.
8.2. Problemas y soluciones
Problema: la máquina no enciende
Causa:
- Falta tensión de línea. Solución: comprobar la conexión
- Fallo del interruptor de desconexión. Solución: comprobar la conexión del seccionador. Comprobar el funcionamiento del seccionador
Problema: la soldadura del inserto no se sostiene
Causa:
- El soporte del inserto está sucio. Solución: limpie y/o reemplace el soporte del inserto
- Parámetros de soldadura incorrectos: Solución: comprobar parámetros
Problema: La corriente eléctrica no llega al diente durante la soldadura.
Causa:
- La almeja Q no está cerrada correctamente. Solución: comprobar parámetros (ver sección 7.2)
- Los contactos eléctricos están sucios: Solución: limpiar los contactos eléctricos
- La presión ejercida sobre el inserto durante la soldadura no es suficiente. Solución: aumentar la presión durante la soldadura (ver sección 7.2)
9.ACCESORIOS Y CONSUMIBLES
9.1. Base de placas para SOLDAmaq 1200
10.GARANTÍA
Todas nuestras máquinas se prueban antes de ser enviadas. Sin embargo, siempre puede haber defectos que no son observables a primera vista.
Nuestras máquinas están garantizadas contra defectos de fabricación o materiales en condiciones normales de uso y mantenimiento. El plazo de esta garantía es de 12 meses desde la fecha de compra y consiste en la reposición del material defectuoso.
La garantía quedará automáticamente cancelada en caso de modificación ajena a nuestra empresa. O en casos manifiestos de mal uso de la máquina.
La garantía no incluye piezas sujetas a desgaste normal por el uso como patines, cartucho de lubricación, abrasivos, etc.
11.DESCARGAR MANUAL
ES - User Manual SOLDAmaq 1200.pdf
12.FAQ
Question nr1
Respuesta no. 1